

医药中间体作为药物合成的核心原料,其纯度、收率直接决定终端药品的疗效与安全性,而萃取分离是医药中间体生产中提纯除杂、富集目标产物的关键环节。当前医药中间体萃取领域普遍面临传统萃取设备(混合澄清槽、萃取塔等)分离效率低、乳化严重、溶剂消耗量大、产品纯度波动大、生产周期长、环保压力突出等痛点,同时随着医药行业向绿色化、智能化、规模化转型,对萃取技术的高效性、稳定性、合规性提出了更高要求。经过多年工业实操验证,离心萃取机凭借离心力强化传质的核心优势,可精准破解行业痛点、匹配产业技术需求,在抗生素、抗癌药、抗病毒药等各类医药中间体萃取中实现稳定应用,是当前医药中间体萃取的优选设备,其可行性已被大量工业化案例充分证实。
一、先明确核心前提:离心萃取机适配医药中间体萃取的核心逻辑
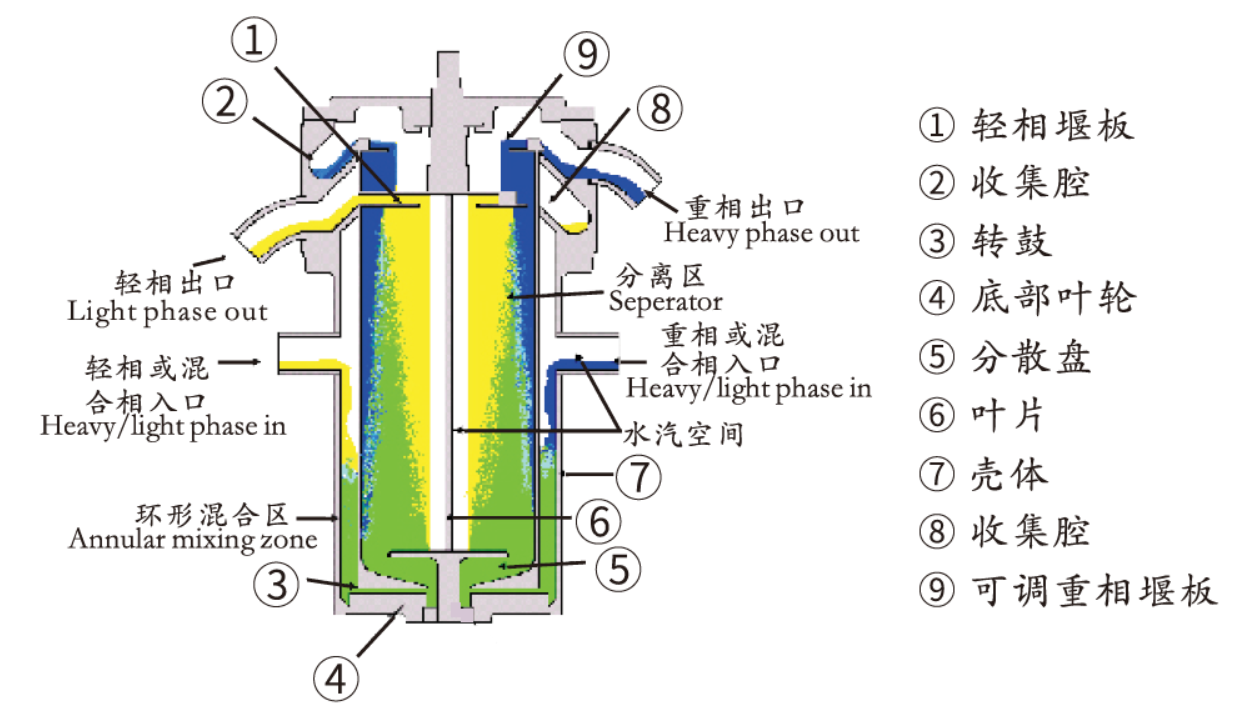
判断离心萃取机是否可行,核心在于其技术原理能否匹配医药中间体萃取的核心需求——医药中间体萃取多涉及复杂体系(含胶体、悬浮颗粒、高盐成分),且对目标产物收率、纯度要求严苛,同时需兼顾环保合规与生产成本控制。离心萃取机的核心工作原理的是通过高速旋转产生数百至数千倍于重力的离心力场,快速实现萃取相与萃余相的分离,相较于传统萃取设备依赖重力驱动的分离模式,其传质效率、分离精度、抗干扰能力均实现了质的提升,从原理层面解决了传统萃取的核心痛点,为其在医药中间体萃取中的应用奠定了基础。
值得注意的是,医药中间体种类繁多(抗生素、抗癌药、抗病毒药、神经系统药物等),萃取体系差异较大(高盐、高黏度、易乳化、强酸强碱体系),而离心萃取机可通过调整转鼓转速、堰板高度、相比等参数,适配不同类型中间体的萃取需求,覆盖从实验室研发到工业化生产的全场景,进一步印证了其应用可行性。
二、实操可行性验证:三大核心优势,破解行业痛点
(一)高效抗乳化,提升收率与纯度,契合医药合规要求
医药中间体萃取最突出的痛点之一是体系易乳化,传统设备依赖重力分离,不仅分离速度慢、单级萃取率低(通常低于85%),还易因乳化导致目标产物夹带损失,严重影响收率与纯度,难以满足ICH Q3C、GMP等国际国内合规标准。离心萃取机通过高速旋转产生的强离心力场,可将萃取相液滴直径细化至50-200微米,使两相接触面积较传统设备增加5倍以上,大幅缩短传质时间,单级萃取率可突破92%,采用三级逆流串联工艺后,总萃取率可达99%以上,显著提升目标产物富集效果。
同时,通过动态重相堰板调节、专用去乳化系统等设计,离心萃取机可将乳化层厚度控制在1mm以内,有效避免乳化夹带导致的收率损失。例如在红霉素肟(大环内酯类抗生素中间体)萃取中,采用离心萃取机替代传统重力沉降设备,分离效率提升40%,红霉素肟收率从传统工艺的80%左右提升至92%,结晶纯度达到960单位/mg,完全符合英国药典标准;在头孢克肟中间体生产中,三级逆流萃取工艺可使目标物收率从82%提升至96.5%,彻底解决传统工艺乳化夹带的难题。
(二)节能降耗减污,降低生产成本,践行绿色生产理念
医药中间体萃取过程中,有机溶剂(如二氯甲烷、磷酸三丁酯等)消耗量大、能耗偏高,不仅增加企业生产成本,还会产生大量高浓度有机废水,带来沉重的环保处理压力,这也是当前行业亟待解决的核心痛点之一。离心萃取机通过结构优化与工艺创新,在节能降耗、减少溶剂损耗方面展现出显著优势,完美契合医药行业绿色转型需求。
在能耗控制上,离心萃取机采用优化的动力传输设计与变频调速电机,能耗仅为传统萃取塔、混合澄清槽的1/3-1/10,无需额外添加大功率搅拌、沉降设备,大幅降低电力消耗。例如某抗生素中间体生产企业,采用离心萃取机后,每吨产品处理能耗降低50%,年节约蒸汽费与电费超300万元。在溶剂回收方面,离心萃取机可配合减压蒸馏等溶剂再生工艺,实现萃取剂的高效回收与循环利用,溶剂回收率可达98%以上,损耗率低于1%,远优于传统设备60%-80%的回收率。某抗癌药物中间体项目中,通过离心萃取机与溶剂回收系统的联动,年回收溶剂450吨,按市场价3.5万元/吨计算,年创收超1500万元,同时减少溶剂采购成本与危废处置费用。此外,离心萃取机可大幅减少有机废水排放量(降低50%-60%),使废水COD降至300mg/L以下,减轻后续废水处理负荷。
(三)连续化智能化,适配规模化生产,提升运营效率
随着医药中间体行业规模化、集约化发展,传统间歇式萃取设备(如搅拌釜)需频繁停机、进料、出料、清洗,不仅生产效率低、人工劳动强度大,还易因人工操作误差导致产品质量波动,难以适配百吨级、千吨级规模化生产线的需求。离心萃取机采用连续化、智能化设计,实现了萃取过程的全流程自动化,大幅提升生产效率,适配产业规模化升级。
在连续化生产方面,离心萃取机可实现进料、混合传质、分离、排料的连续化闭环运行,支持24小时不间断工作,单台设备处理量可达1-60m³/h,工业级设备单台年处理量超5万吨,可满足大规模医药中间体生产线的需求。例如某抗病毒药物中间体项目,采用离心萃取机实现连续化生产后,年产能从800吨提升至1200吨,生产周期缩短20%,产品不合格率从5%降至0.3%。在智能化控制方面,设备集成PLC/DCS控制系统与物联网技术,可实时监测转速、温度、压力、流量等12项参数,参数误差控制在±1%以内,支持远程监控与自动调节,实现“无人值守”运行,大幅降低人工劳动强度,减少人工操作误差。

三、实际应用场景佐证:多领域落地,可行性无需质疑
离心萃取机在医药中间体萃取中的可行性,早已被大量工业化案例验证,覆盖抗生素、抗癌药、抗病毒药、神经系统药物等多个细分领域,适配不同复杂萃取场景,展现出极强的适配性。
在抗生素中间体领域,浙江某上市药企采用LXC-150型离心萃取机构建三级逆流萃取系统,处理头孢菌素C母液,使7-ACA纯度从92%提升至99.2%,溶剂消耗降低40%,年节省溶剂采购费1800万元,废水COD值从8000mg/L降至1200mg/L,生化处理成本降低65%,成为国内原料药中间体提纯领域的标杆案例。在抗癌药物中间体领域,某药企采用离心萃取机处理紫杉醇(抗癌药物中间体)萃取体系,在NaCl浓度10%条件下仍保持98%的萃取效率,通过三级逆流萃取与精馏提纯,产物纯度达99.5%,溶剂回收率>98%,年节约溶剂采购成本500万元。
在神经系统药物中间体领域,某企业采用离心萃取机解决反应液乳化难题,通过三级抗乳化分离系统,将产品含水率降至0.1%以下,合成收率提升15%,年增产效益超200万元;在青霉素中间体高盐废水萃取中,离心萃取机可有效处理NaCl含量10%、COD 12000mg/L的废水,实现有机物高效回收与废水达标排放,危废量减少90%,处置费用大幅降低。
四、选型与实操注意事项:让可行性落地,规避应用误区
虽然离心萃取机在医药中间体萃取中具备明确可行性,但要实现效果最大化,需结合自身生产需求科学选型、规范操作,规避以下常见误区:
第一,根据萃取体系选型:针对高盐、高黏度、易乳化体系,优先选择具备抗乳化设计、可调式堰板的机型;针对强酸强碱体系,需选择316L不锈钢、哈氏合金、聚四氟乙烯等耐腐蚀材质的设备,避免设备材质溶出污染物料。例如处理二氯甲烷等高危溶剂体系,需选择集成防爆电机的机型,满足安全合规要求。
第二,匹配生产规模:实验室研发阶段可选择小型机型(如LXC-50型),支持参数灵活调整,满足工艺验证需求;中试阶段选择通量适中的机型(如LXC-150型),可多级串联模拟工业流程;工业化生产选择大型机型(如LXC-650型),支持模块化扩容,适配万吨级产线需求。
第三,规范工艺调试:离心萃取机的萃取效果与转速、相比、pH值等参数密切相关,需结合目标产物特性,通过小试、中试优化参数,避免盲目调试导致收率下降、纯度不达标。同时,定期对设备进行维护保养,延长设备使用寿命,确保工艺稳定性。

五、总结:离心萃取机,医药中间体萃取的优选方案
综合来看,医药中间体萃取用离心萃取机完全可行,且具备高效、节能、环保、稳定、适配性强等核心优势,能够精准破解传统萃取设备的诸多痛点,满足医药行业对中间体纯度、收率、合规性的严苛要求,同时适配规模化、绿色化、智能化的产业发展趋势。从原理适配到实操验证,从多领域落地案例到科学选型建议,均充分证明了离心萃取机在医药中间体萃取中的应用价值。
对于医药中间体生产企业而言,选择合适的离心萃取机并优化工艺,不仅能提升产品质量与生产效率,还能降低生产成本、减轻环保压力,助力企业实现产业升级,提升核心竞争力。
