

发布时间:2025-12-05 | 浏览量:987
乳酸作为食品工业关键有机酸(广泛用于防腐剂、酸味剂、pH 调节剂等),其食品级标准对纯度(≥99.0%)、重金属、微生物等指标要求严苛。
萃取分离基于 “乳酸在水相(原料液)与有机相(萃取剂)中分配系数差异”,通过物理溶解或化学络合作用,使乳酸从含杂质的水相转移至有机相,再经反萃回收乳酸,实现与盐类、色素、蛋白质等杂质的高效分离。
乳酸分子含羧基(-COOH)和羟基(-OH),兼具酸性和极性,在不同体系中存在形态差异:在酸性条件下,乳酸主要以分子态(HL)存在,易溶于有机溶剂;在碱性条件下,则电离为乳酸根离子(L⁻),更易溶于水相。
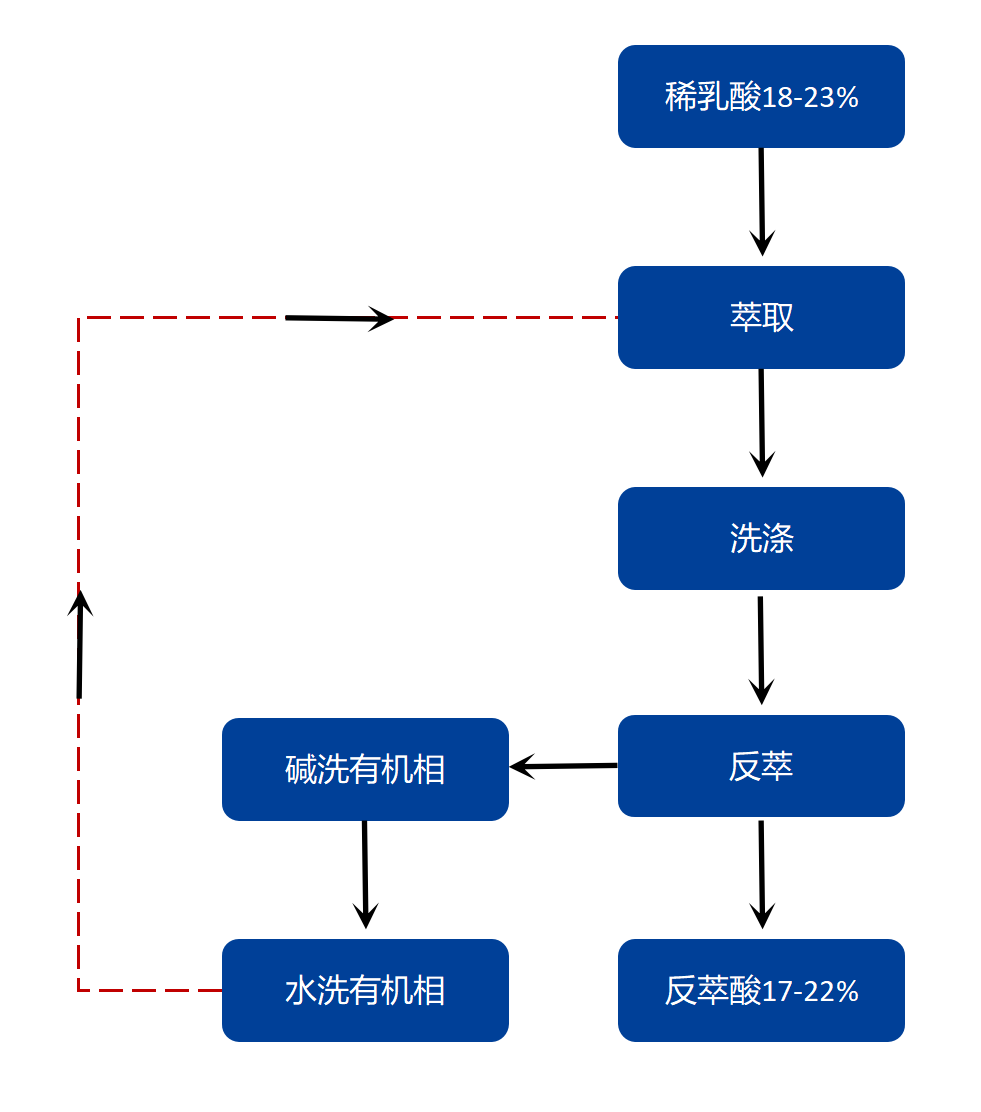
图:食品级乳酸的萃取分离工艺流程示意图
| 设备型号 | 适用转速 | 混合通量 | 外形尺寸 |
|---|---|---|---|
| LXC-50 | 3000R/MIN | 50L/H | 385*300*760MM |
| LXC-80 | 2850R/MIN | 100L/H | 500*350*1000MM |
| LXC-150 | 2850R/MIN | 1000L/H | 580*580*1455MM |
| LXC-250 | 1450R/MIN | 3000L/H | 780*780*1880MM |
| LXC-650 | 960R/MIN | 60000L/H | 1450*1450*2950MM |
在饮料、乳制品、果汁等产品中,食品级乳酸是核心酸度调节剂和风味增强剂,其纯度直接影响产品口感和保质期。
食品级乳酸是生产乳酸钠、乳酸钙、乳酸锌等食品添加剂的核心原料,这些乳酸盐广泛用于肉制品保鲜、面制品改良、营养强化等领域。
在泡菜、酱油、食醋等发酵食品生产中,食品级乳酸可作为天然防腐剂和发酵调节剂,替代化学防腐剂(如苯甲酸钠),符合消费者对天然食品的需求。
在面包、蛋糕、面条等面制品中,食品级乳酸可作为面团改良剂和保鲜剂,改善面团的延展性和持气性,延长产品的货架期。
pH值是决定乳酸存在形态的核心因素:萃取阶段需将pH值控制在2.0-3.0,此时乳酸主要以分子态(HL)存在,易溶于有机相;pH值过高(>4.0),乳酸电离为乳酸根离子(L⁻),萃取效率大幅下降;pH值过低(<1.0),会增加萃取剂的损耗,且可能引入过量硫酸杂质。反萃阶段需将pH值调节至6.0-7.0,促进乳酸分子电离转移至水相,pH值过高易导致乳酸盐生成,增加后续酸化成本。
相比(有机相:水相)通常控制在1:1-3:1,相比过高会增加萃取剂用量和回收成本,相比过低则萃取效率不足;接触时间需控制在10-30分钟,搅拌速度为150-300r/min,确保两相充分接触但避免过度搅拌导致乳化。液膜萃取和反胶团萃取需严格控制搅拌速度,防止液膜破裂或反胶团结构破坏。
萃取过程通常在常温(20-30℃)下进行,温度升高会降低乳酸在有机相中的溶解度,导致萃取效率下降;反萃阶段可适当升温(30-40℃),促进乳酸分子从有机相转移至水相,但温度不宜过高(>50℃),避免萃取剂挥发损失或降解,同时防止乳酸自身发生聚合反应(乳酸在高温下易形成乳酸低聚物)。
服务热线



